


In der industriellen Massenfertigung ist die Kaltmassivumformung ein gängiges Verfahren zur Herstellung von metallischen Bauteilen. Für die Wirtschaftlichkeit des Umformprozesses ist die Standzeit der eingesetzten Werkzeuge maßgeblich, wobei diese bereits durch den Werkzeugherstellungsprozess entscheidend beeinflusst wird.
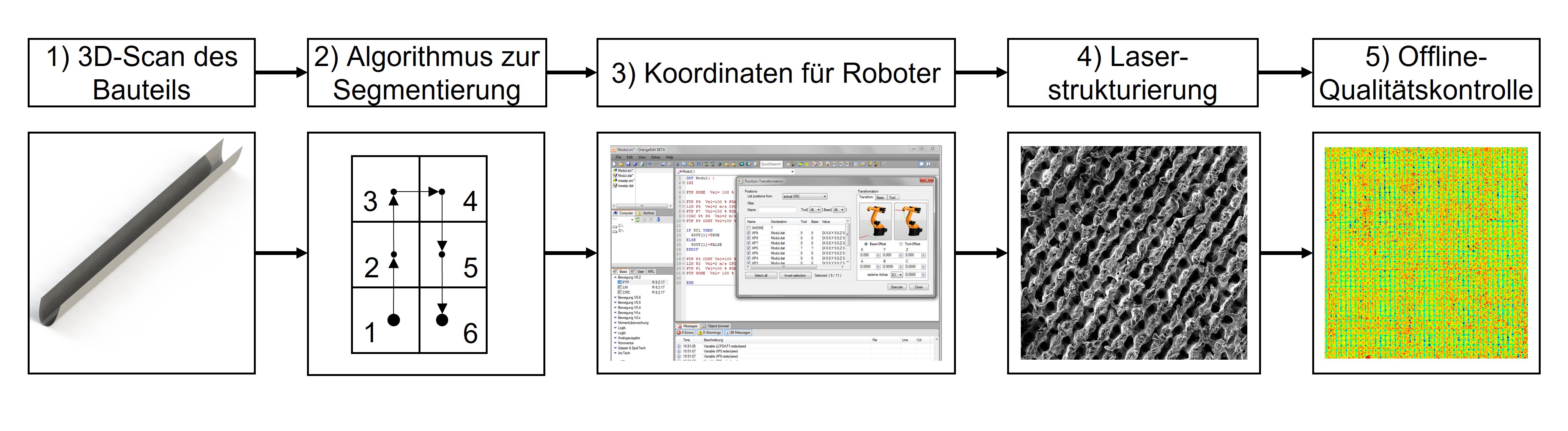
In der Kaltmassivumformung kommen vielfach Hartmetalle als Werkzeugwerkstoff zur Anwendung. Aufgrund der hohen Härte wird die Werkzeuggeometrie mittels eines Hartbearbeitungsverfahrens, im Wesentlichen Erodieren oder Schleifen, erzeugt. Zur Verbesserung des Verschleiß- und Ermüdungsverhaltens wird die Werkzeugoberfläche abschließend durch Polieren feinbearbeitet.
Das Ziel des Projekts war, den Einfluss des Herstellungsprozesses auf das Einsatzverhalten von G55- und G45C-Hartmetallwerkzeugen zu untersuchen und Empfehlungen für eine standzeitoptimierte Fertigung von Umformwerkzeugen abzuleiten. Im Rahmen des Vorhabens wurden die Eigenschaften von erodierten bzw. geschliffenen und anschließend polierten Oberflächen messtechnisch erfasst sowie deren Einfluss auf das Werkzeugeinsatzverhalten mit Hilfe von Modellversuchen sowie in der industriellen Serienfertigung ermittelt. In Standzeitversuchen wurden durch topografische Analysen adhäsiver und abrasiver Verschleiß an der untersuchten Fließpressschulter der Hartmetallwerkzeuge nachgewiesen. Ein Einfluss auf das Verschleißverhalten zwischen Schleifen und Erodieren konnte bei entsprechender Polierbearbeitung nicht festgestellt werden.
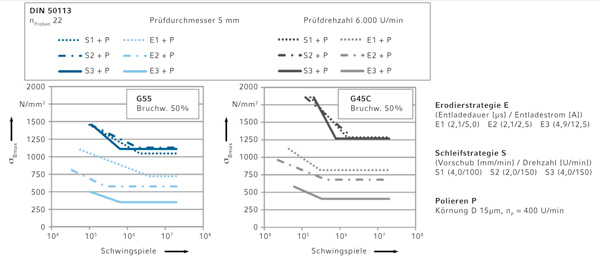
Die Ermüdungsversuche ergaben, dass die Prozesskette „Schleifen – Polieren“ deutlich höhere Wechselfestigkeiten gegenüber der Prozesskette „Erodieren – Polieren“ erreicht. Die Versuche zeigten zudem, dass die härtere Hartmetallsorte G45C bei gleicher Bearbeitung eine höhere Biegewechselfestigkeit gegenüber G55 erreicht. Die ermittelten Zusammenhänge zwischen Werkzeugherstellung, Oberflächeneigenschaften und Werkzeugeinsatzverhalten ermöglichen dem Werkzeughersteller und -anwender, von der messtechnisch erfassten Oberflächenbeschaffenheit des Werkzeugs Aussagen über das Einsatzverhalten im Umformprozess zu treffen und so über die Standzeiterhöhung die Herstellkosten zu senken.