

Im Rahmen des Kleinprojekts wurden grundlegende Untersuchungen zum Einsatz des Faserlasers bei der Bearbeitung von Keramiksubstraten durchgeführt und mit Bearbeitungsergebnissen von CO2-Lasern verglichen, die im Zuge zunehmender Miniaturisierung der Elektronikindustrie derzeit an ihre Grenzen stoßen.
Für die Versuche wurden die am häufigsten eingesetzten Hochleistungskeramiken wie Aluminiumoxid und Aluminiumnitrid verwendet. Beim Laserbohren mit dem Faserlaser wurden anforderungsgerechte Bohrdurchmesser von weniger als 50 µm mit guter Zirkularität und geringer Konizität bei kurzen Prozesszeiten erreicht, wodurch die Packungsdichte auf Keramiksubstraten deutlich erhöht werden konnte.
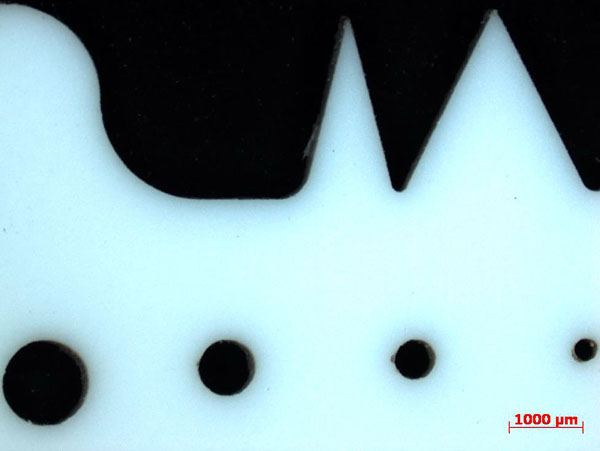
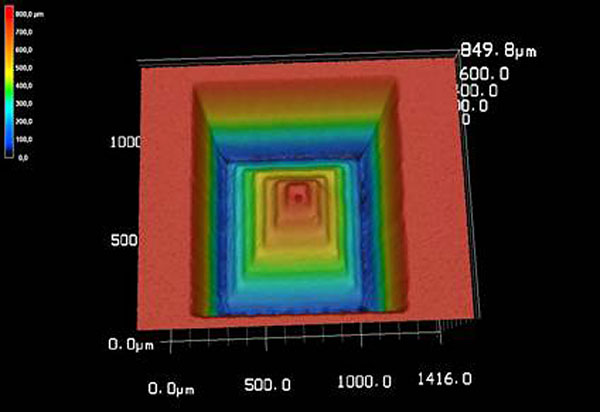
rechts: (Quelle: Hochschule Aschaffenburg, Fakultät Ingenieurswissenschaften, Arbeitsgruppe Angewandte Lasertechnik und Photonik Fraunhofer Anwendungszentrum für Ressourceneffizienz)
Beim Trennen überzeugte der Faserlaser durch seine sehr hohen Schnittgeschwindigkeiten von 300 mm/s bei 500 W Laserleistung. Auch bei kleinen, komplexen Geometrieschnitten unter Verwendung digitaler Modulation zeigte der Faserlaser seine Vorteile, wobei die Festigkeit der geschnittenen Substrate höher war als beim Schneiden mit dem CO2-Laser. Das Schneiden komplexer Innen- und Außenkonturen war ebenfalls mit dem Faserlaser möglich. Der Vergleich experimenteller Ergebnisse mit denen numerischer Simulationen belegt, dass selbst das Schneiden von Ecken und Spitzen keine zusätzlichen Festigkeitseinbußen durch den Laserprozess zur Folge hat.
Die Temperaturwechselbeständigkeit der geschnittenen Keramiksubstrate erwies sich als sehr gut. So konnten Substrate mit komplexen Konturen gängige Vollkonvektions-Reflow-Lötprozesse wie auch Wellenlötprozesse unbeschadet überstehen. Zusammenfassend kann festgehalten werden, dass der Einsatz des Faserlasers in der Keramikbearbeitung als durchweg positiv zu bewerten ist und Vorteile gegenüber CO2-Lasern aufweist.